 集裝箱防護涂裝配套方案
集裝箱防護涂裝配套方案
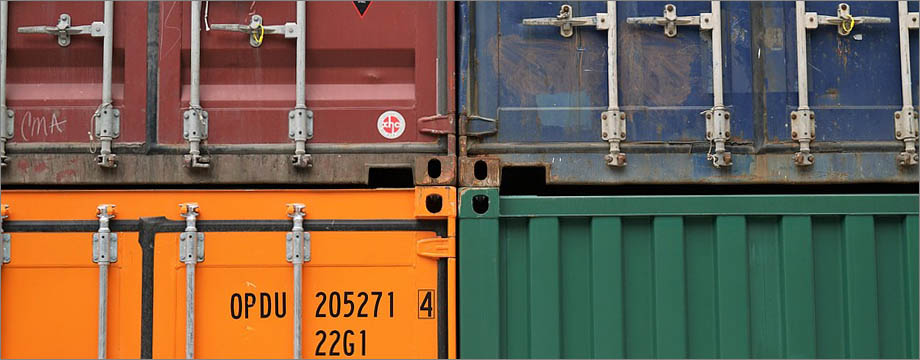
集裝箱是能裝載包裝或無包裝貨進行運輸,并便于用機械設備進行裝卸搬運的一種組成工具。集裝箱的制造材質主要有鋼制集裝箱和鋁合金集裝箱,其中鋼制集裝箱優點是強度大、結構牢、焊接性高、水密性好、價格低廉,缺點是重量大、防腐性差;鋁合金集裝箱優點是重量輕、外表美觀、防腐蝕、彈性好、加工方便、修理費低,缺點是造價高、焊接性差。
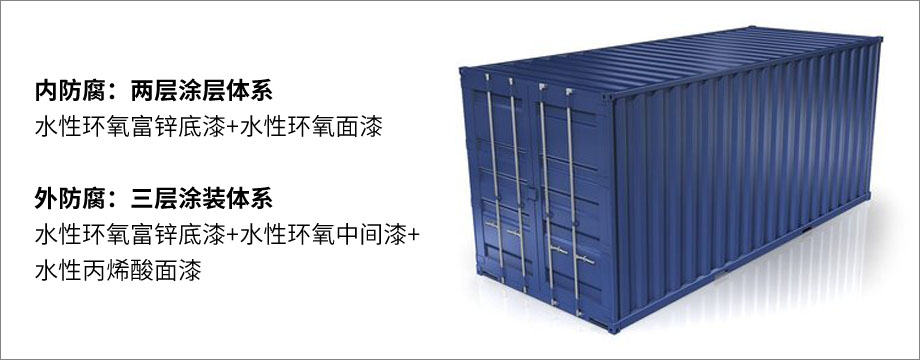
對集裝箱進行防腐涂裝可以有效保護金屬表面不受腐蝕,更長久的使用,兼顧良好的外觀裝飾性。當前市場集裝箱采用的涂料為水性漆,包括三涂層體系和兩涂層體系。
三涂層體系:水性底漆、水性中間漆、水性內面漆、水性外面漆和水性底架漆。水性底漆包括水性環氧富鋅底漆;水性中間漆包括水性環氧漆或水性丙烯酸漆;水性內面漆包括水性環氧面漆或水性丙烯酸面漆;水性外面漆包括水性丙烯酸面漆、水性聚氨酯面漆。
兩涂層體系:水性底漆、水性內面漆、水性外面漆和水性底架漆。水性底漆包括非富鋅類的水性底漆,水性內面漆為水性丙烯酸面漆,水性外面漆為水性丙烯酸面漆。
水性底架漆:水性瀝青底架漆、改性水性底架漆等。
水性集裝箱涂料的技術要求
項目 | 底漆 | 中間漆 | 內面漆 | 外面漆 | 底架漆 | |
容器中的狀態 | 攪拌后無硬塊,呈均勻狀態 | |||||
漆膜外觀 | 平整無異常 | |||||
漆膜顏色 | 顏色色差符合標準 樣板范圍,ΔE≤2 | |||||
細度(μm)≤ | 50 | 60 | 60 | 40 | 70 | |
重涂間隔時間(min)≤ | 10 | 15 | —— | —— | —— | |
半硬干燥時間(min)≤ | 5 | 15 | 15 | 15 | 15 | |
適用期(h)≥ | 4 | 4 | 4 | —— | —— | |
體積固體含量(%)≥ | 40 | 40 | 40 | 35 | 50 | |
不揮發份含量(%)≥ | 60 | 55 | 55 | 50 | 65 | |
附著力≤ | 1 | 1 | 1 | 1 | 1 | |
耐彎曲開裂性(mm)≤ | 3 | 3 | 3 | 3 | 3 | |
耐沖擊性(kg·cm)≥ | 50 | 50 | 50 | 50 | 40 | |
鋅含量(%) | A | ≥65,<77 | ||||
B | ≥77,<85 | |||||
C | ≥85 | |||||
雙獅涂料推薦方案,應用于鋼制和鋁合金集裝箱
箱體 | 涂層結構 | 碳鋼集裝箱 | 鋁合金集裝箱 |
箱外面 | 底漆 | 水性環氧富鋅底漆(30-40μm) | 水性ED1000環氧底漆(40-50μm) |
中間漆 | 水性環氧中間漆(30-50μm) | 水性環氧中間漆(30-50μm) | |
面漆 | 水性丙烯酸面漆/水性丙烯酸聚氨酯面漆(30-50μm) | 水性丙烯酸面漆/水性丙烯酸聚氨酯面漆(30-50μm) | |
箱內面 | 底漆 | 水性環氧富鋅底漆(30-40μm) | 水性ED1000環氧底漆(40-50μm) |
內面漆 | 水性丙烯酸面漆/水性環氧面漆(40-50μm) | 水性丙烯酸面漆/水性環氧面漆(40-50μm) | |
底架 | 底漆 | 水性環氧富鋅底漆(30-40μm) | 水性環氧富鋅底漆(30-40μm) |
底架漆 | 水性底架漆(80-200μm) | 水性底架漆(80-200μm) |
水性集裝箱涂料配套系統技術要求
項目 | 指標 | ||
內表面配套系統 | 外表面配套系統 | ||
加速老化循環實驗(8個循環) | 銹蝕程度(級) | 10 | 10 |
起泡程度(級) | 10 | 10 | |
邊界腐蝕(mm)≤ | 3 | 3 | |
顏色變化(ΔE)≤ | —— | 5 | |
失光率(%)≤ | —— | 30 | |
附著力(實驗前/后)(級) | 1/2 | 1/2 | |
耐沖擊性(實驗前/后)(Kg·cm)≥ | 50/50 | 50/50 | |
耐彎曲開裂性(mm)≤ | 12 | 12 | |
耐磨性(CS-17,500g,1000r)(mg)≤ | 100 | —— | |
鉛筆硬度≥ | H | HB | |
初期耐水性(7天) | 漆膜失光 | —— | ≤2 |
漆膜變色 | ≤2 | ||
漆膜起泡 | ≤1(≤S1) | ||
漆膜生銹 | 0(S0) | ||
漆膜脫落 | 0(S0) | ||
耐鹽水性(168h,5%NaCl) | 無起泡、無開裂、無剝落、無銹蝕 | ||

下面以鋼制集裝箱涂裝為例,介紹配套涂裝方案。推薦雙獅產品ZD800(W)水性環氧富鋅底漆、EZ28(W)水性環氧云鐵中間漆、BM200(W)水性丙烯酸面漆、EM400(W)水性環氧面漆。
1、表面處理
箱內、箱外處理:采用噴砂方式對鋼板表面進行處理,達到瑞典除銹等級Sa2.5級標準,表面粗糙度在25-40μm,并用壓縮空氣吹去可見灰塵;采用有機溶劑擦洗表面,去除所有可見油污;焊接飛濺處用扁鏟、砂輪機清理干凈;焊接修補區要重新噴砂,不便噴砂處用鐵刷、打磨工具清理。
2、底漆涂裝
箱內、箱外涂裝:采用水性環氧富鋅底漆,噴涂達到規定的漆膜厚度,保持噴槍與被噴面的正確角度,保持20-40cm的距離,移動時應保持直線平移。
3、中間漆涂裝
箱外涂裝:與底漆保持規定的涂裝間隔,采用水性環氧中間漆涂裝,噴涂達到規定的漆膜厚度。
箱內涂裝:無需涂裝中間漆。
4、面漆涂裝
箱外涂裝:與中間漆保持規定的涂裝間隔,采用水性丙烯酸面漆,達到規定的漆膜厚度。
箱內涂裝:與底漆保持規定的涂裝間隔,采用水性環氧面漆,達到規定的漆膜厚度。
5、涂裝驗收
檢查漆膜厚度是否合乎要求,是否有漏噴、露底、針孔、流掛等問題,保證噴涂質量。仔細檢查箱內、箱外油漆缺陷,發現缺陷應按規范要求進行修補。
施工環境要求
1、涂料施工溫度及基體溫度在5℃-50℃之間,溫度過高或過低會對油漆的施工造成不利的影響。
2、涂料應在至少高于露點3℃以上的條件下施工,當周圍環境濕度高于85%時,應禁止噴漆施工。
3、涂料施工環境應該有良好的通風條件,在室外施工,風速過大應采取防風措施。
 天津市雙獅涂料有限公司 備案號:津ICP備2023003586號-1
天津市雙獅涂料有限公司 備案號:津ICP備2023003586號-1
 津公網安備 12011402000116號
津公網安備 12011402000116號




 集裝箱防護涂裝配套方案
集裝箱防護涂裝配套方案
 集成房屋/營房防腐涂裝配套體系
集成房屋/營房防腐涂裝配套體系
 工程機械表面裝飾涂裝配套體系
工程機械表面裝飾涂裝配套體系
 變壓器防腐涂裝體系及工藝
變壓器防腐涂裝體系及工藝